English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


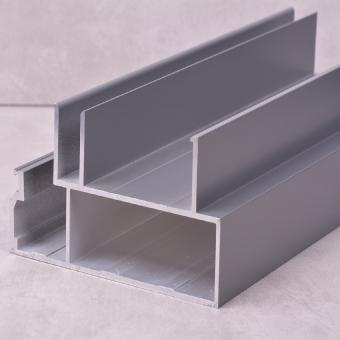
مقاطع الألمنيوم عبارة عن مواد ألمنيوم ذات أشكال مقطعية مختلفة يتم الحصول عليها عن طريق الصهر الساخن وبثق قضبان الألومنيوم. تتضمن عملية إنتاج مقاطع الألمنيوم بشكل أساسي ثلاث عمليات: الصب ، والبثق ، والتلوين (يشمل التلوين بشكل أساسي الأكسدة ، والطلاء الكهربي ، ورش الفلوروكربون ، ورش المسحوق ، وما إلى ذلك).
مواد الألمنيوم غير مستقرة للغاية في الهواء ويمكن أن تشكل بسهولة أغشية أكسيد يصعب التعرف عليها بالعين المجردة. نظرًا لطرق المعالجة المختلفة لأجزاء الألومنيوم ، مثل الصب ، أو القطع المباشر من الصفائح المبثوقة ، أو المعالجة الميكانيكية الدقيقة ، أو المعالجة الحرارية أو اللحام بعد عمليات مختلفة ، فإن سطح قطعة العمل سيقدم حالات مختلفة ودرجات متفاوتة من الأوساخ أو العلامات. لذلك ، في عملية المعالجة المسبقة ، يجب اختيار عملية المعالجة المسبقة بناءً على الوضع الفعلي لسطح قطعة العمل. في عملية المعالجة المسبقة ، يجب الانتباه إلى: على الرغم من أن طبقة الأكسيد الطبيعي الموجودة على سطح الأجزاء المصنعة بالماكينة الدقيقة تتشكل في البداية فقط ، إلا أن السطح غير المجهز بآلة يترك بطبقة أكسيد كثيفة للغاية تكونت أثناء عملية الصب ، ويتم تكوين طبقة من فحم الكوك الملبد بالزيت قبل نقل قطعة العمل إلى المعالجة الحرارية أو عملية اللحام. الاحتياطات العلاجية كما يلي:
(1) المشاكل التي يجب ملاحظتها في عملية المعالجة المسبقة للأجزاء الآلية الدقيقة: على الرغم من أن فيلم الأكسيد الطبيعي الموجود على سطح الأجزاء المصنعة الدقيقة قد تشكل للتو ويسهل إزالته ، إلا أنه دهني ، خاصة في العيينة وحولها (تمت إضافته بسبب احتياجات التشحيم أثناء المعالجة). يجب تنظيف هذه الأجزاء بالمذيب العضوي أولاً. إذا كنت تستخدم القلويات بشكل مباشر ، فليس فقط دهنيًا ويصعب إزالته ، ولكن أيضًا السطح المصنوع جيدًا لا يمكن أن يتحمل التآكل القلوي القوي لفترة طويلة ، وستؤثر النتيجة أيضًا على خشونة وتحمل سطح قطعة العمل ، مما قد تصبح في نهاية المطاف منتج النفايات.
(2) القضايا التي يجب ملاحظتها في عملية المعالجة المسبقة لصب الأجزاء المصبوبة. لم تخضع كل أسطح أجزاء الصب للمعالجة الميكانيكية. تحتوي الأسطح غير المجهزة بآلة على طبقة أكسيد كثيفة للغاية تتشكل أثناء عملية الصب ، وبعضها يحتوي على طبقات رملية. في هذا الوقت ، يجب إزالة فيلم الأكسيد الأصلي في هذه المنطقة أولاً باستخدام طرق المعالجة أو السفع الرملي ، أو معالجته بعد الغسيل القلوي. بهذه الطريقة فقط يمكن إزالة طبقة الأكسيد الأصلية في المنطقة غير المعالجة وتجنب تغيير أبعاد التسامح للمنطقة المجهزة.
(3) أثناء عملية المعالجة المسبقة لقطع العمل التي خضعت للمعالجة الحرارية أو اللحام ، يجب الانتباه إلى الأمور التالية: وفقًا لمتطلبات العملية ، يجب تنظيف قطع العمل بالمذيبات العضوية قبل نقلها إلى المعالجة الحرارية أو عملية اللحام لإزالة بقع الزيت السطحية. ومع ذلك ، في الوقت الحالي ، هذا غير ممكن بشكل عام. لذلك ، يتم تكوين طبقة من فحم الكوك الزيتي والمتكلس على سطح قطع العمل ، والتي يصعب إزالتها في المذيبات العضوية. إذا تم نقعه في محلول قلوي ، فسوف يتسبب ذلك في حدوث تآكل موضعي ، مما ينتج عنه تنقر أو عدم استواء ، مما يؤثر بشكل خطير على جودة المنتج. نقع هذه الطبقة من مادة الكوك في حمض النيتريك المركز لتليينها. بعد تليين مادة التكويك ، اشطفها قليلاً في محلول قلوي لإزالتها تمامًا.
1 ، الهواء المتبقي الناجم عن القص الساخن الطويل للقضيب
سطح القص المتكون أثناء القص الحراري لقضيب العمود ليس مثاليًا أو رأسيًا على الإطلاق. يمكن أن يتسبب القص الساخن للقضيب الطويل البسيط لمقاطع الألمنيوم الصناعية في حدوث ثني شديد لقضبان العمود ، مما يؤدي إلى مقاطع عرضية بيضاوية الشكل وزوايا دائرية كبيرة للغاية في أحد طرفي ملف الألومنيوم. حتى مع النوع الجديد من القص الساخن للقضيب الطويل ، فإن زاوية حافة العمود المنفصمة تنتج دائمًا حوافًا ، وهي أماكن جيدة لبقايا الهواء.
الحل: إجراء فحوصات قياسية على قضبان الألومنيوم وإزالة قضبان الألومنيوم غير المؤهلة بحزم.
2 ، تسبب الاضطراب في الهواء المتبقي
أدى الانزعاج إلى وجود هواء متبقي. فقط عندما يكون قطر الأسطوانة المحتوية على سبائك الألومنيوم أكبر من قطر القضيب ، يمكن وضع القضيب داخل الأسطوانة المحتوية على سبائك الألومنيوم. بعد الضغط على العمود الموجود داخل أسطوانة سبائك الألومنيوم ، والذي يتسبب في تمدد العمود إلى قطر أسطوانة السبيكة ، يجب تفريغ الغاز المنقول. إذا لم يتم تفريغ الغاز ، فسيبقى في سبيكة الألومنيوم ويتحول إلى فقاعات.
الحل: قم بتكوين حشيات البثق بناءً على الحجم الأدنى للبطانة الداخلية لأسطوانة البثق ، واستبدل أسطوانة البثق بانتظام ، وفحص التآكل وغسل أسطوانة البثق ولوحة البثق ، وقياس القطر الداخلي والخارجي لأسطوانة البثق ، وتكوين حشوات البثق المناسبة ؛ قم بتنظيف أسطوانة البثق مرة واحدة في كل نوبة باستخدام وسادات التنظيف وقم بإجراء تنظيف التآكل بانتظام على أسطوانة البثق.
3 ، يؤدي توصيل قضيبين من الألومنيوم إلى الهواء المتبقي
بسبب اتصال اثنين من قضبان الألومنيوم ، تسبب في بقايا الهواء. نظرًا لأن سطح القضيبين القصيرين مسطح بشكل أساسي ، فإن احتمال حمل الهواء فيه صغير جدًا. تؤثر جودة النشر بشكل مباشر على كمية الهواء المنقولة بين قضيبين قصيرين. في الوقت الحالي ، توجد تقنية عالية يمكنها منع توصيل قضيبين قصيرين والقضاء على إمكانية دخول الهواء.
الحل: حدد طولًا معقولًا لقضيب الألومنيوم بناءً على معلمات العملية مثل وزن الوحدة للملف الجانبي وعدد قطع التفريغ.
تنقسم مقاطع الألمنيوم إلى:
1. مقاطع الألمنيوم الصناعية: تستخدم بشكل رئيسي للطائرات ، والقطارات ، والرادياتير الصناعية ، والسيارات ، والأجهزة الكهربائية ، إلخ.
2. التشكيلات الجانبية للمباني المصنوعة من سبائك الألومنيوم: تستخدم بشكل رئيسي في بناء الأبواب والنوافذ ، والجدران الساترة ، والديكور الداخلي والخارجي ، ومقاطع الألمنيوم لهياكل المباني.
تنقسم مقاطع الألمنيوم إلى:
1. مادة الألمنيوم المؤكسد: سطح المظهر الجانبي مؤكسد أو ملون بالكهرباء أو ملون عضوي.
2. مادة الألمنيوم المطلية بالكهرباء: يتم معالجة سطح البروفيل بمزيج من الطلاء الكهربائي والأنودة.
3. مادة الألمنيوم المطلية بالمسحوق: سطح الملف الشخصي مطلي بمسحوق البوليمر العضوي بالحرارة.
4. طلاء الفلوروكربونات بألمنيوم رش: السطح الجانبي مطلي بطلاء فلوريد البولي فينيلدين. في الوقت الحاضر ، ملف العزل المستخدم بشكل شائع هو نوع من أشكال سبائك الألومنيوم التي تتبنى شريطًا من خلال أو صب مركب.
المؤشرات الرئيسية:
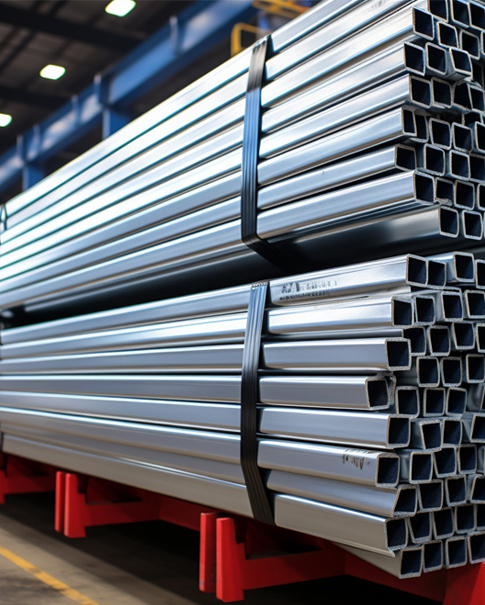
1. جودة المظهر: يجب ألا يحتوي سطح الملامح المؤكسدة على عيوب مثل الحروق الكهربائية أو انفصال طبقة الأكسيد التي تؤثر على استخدامها ؛ يجب أن تكون طبقة الطلاء الخاصة بالملامح الكهربائية والمسحوق والفلوروكربوني بعد الطلاء موحدة وأنيقة وناعمة وخالية من العيوب مثل التجاعيد والشقوق والفقاعات وعلامات التدفق والشوائب وفصل طبقة الطلاء التي قد تؤثر على استخدامها. ومع ذلك ، يُسمح بغياب الفيلم المحلي في حدود 80 مم من نهاية الملف الشخصي. تؤثر جودة المظهر لمحات المباني المصنوعة من سبائك الألومنيوم على التأثير الزخرفي للمباني. لذلك ، يجب تغطية سطح ملفات تعريف المصنع بغشاء لتجنب خدوش السطح والصدمات والتآكل أثناء النقل والتكديس. تحتوي بعض ملامح البناء المصنوعة من سبائك الألومنيوم في السوق على بقع شبيهة بالمياه والعفن في تجاويفها الداخلية ،
2. سمك الجدار: سمك جدار المقاطع الجانبية هو أحد العوامل الرئيسية التي تؤثر على قوة الأجزاء المعالجة ، والمظهر الرئيسي هو الجزء الحامل في الهندسة. على سبيل المثال ، يجب ألا يقل سمك الجدار الاسمي الصغير للملف الجانبي الرئيسي للنافذة الخارجية عن 1.4 مم
3. سمك الفيلم: مقاومة التآكل السطحي لمقاطع سبائك الألومنيوم المبثوقة ليست قوية ، والمعالجة السطحية ضرورية لزيادة مقاومة التآكل ، ومقاومة التآكل ، والمظهر الجمالي لمادة الألومنيوم. تنقسم مستويات سماكة الفيلم لمواد الألمنيوم المؤكسد إلى AA10 و AA15 و AA20 و AA25. تنقسم مستويات سماكة الفيلم لمواد الألمنيوم المطلية بالكهرباء إلى ABS. سماكة الطلاء على الأسطح الزخرفية المصنوعة من الألمنيوم المطلي بالمسحوق هي ≥ 40um في المساحات الصغيرة ، وتختلف سماكة الطلاء على الأسطح الزخرفية المصنوعة من الألومنيوم المطلي بالفلوروكربون حسب نوع الطلاء. يبلغ متوسط سماكة الفيلم للطلاء الثاني ≥ 30um ، ومتوسط سماكة الفيلم للطلاء الثالث ≥ 40um ، ومتوسط سماكة الفيلم للطلاء الرابع ≥ 65um
4. التركيب الكيميائي والخصائص الميكانيكية: التركيب الكيميائي والمعايير التقنية للأداء الميكانيكي لمحات سبائك الألومنيوم تختلف تبعا لعلامتها التجارية وحالة التوريد. يحتاج العملاء إلى التحقق منها واحدًا تلو الآخر وفقًا للمعايير (العقود).
5. اختلاف اللون واللون: تختلف الدرجات المختلفة وحالات التوريد للسبائك في اختلاف اللون واللون. يوصى بمراعاة تأثير عدم تناسق اللون واختلاف اللون على هيكل المبنى عند اختيار درجات السبيكة وحالة التوريد.
6. مقاومة التآكل بالرش الملح ، ومقاومة التآكل ، ومقاومة الطقس ، ومقاومة الملاط ، وما إلى ذلك: هذه معايير تقنية مهمة لمحات سبائك الألومنيوم ، تعكس أدائها وتؤثر على استخدامها.



 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة